Druckluftaufbereitung in der Kristallglas-Fertigung
| Branche: | Glasfertigung |
| Kunde/Ort/Jahr: | Stölzle Lausitz, Weißwasser, 2013 |
| Anwendung der Druckluft: | In der Produktion |
| Installierte Produkte: | DRYPOINT RA, BEKOMAT |
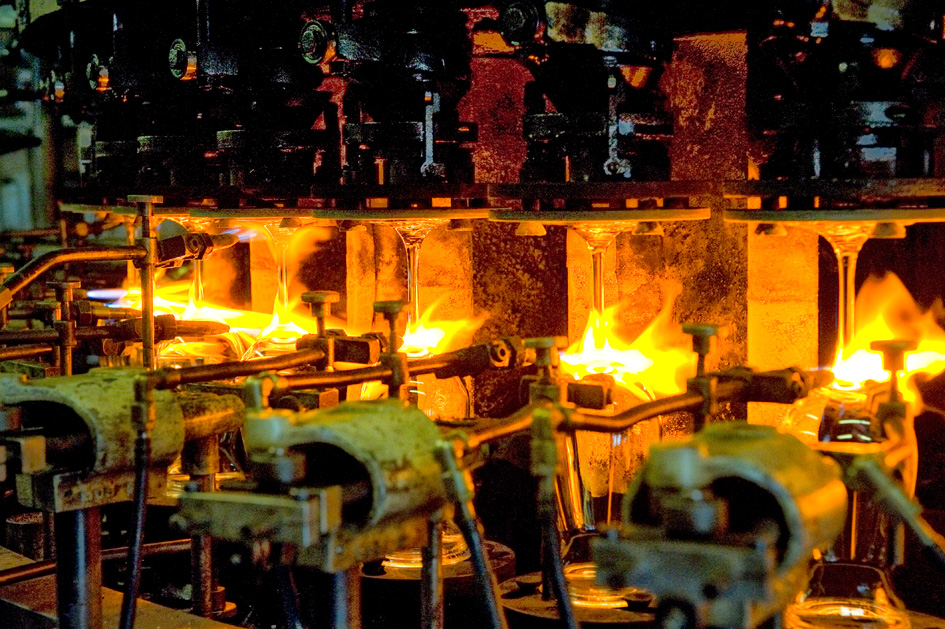
Himmlischer Glanz und höllisches Feuer. Nur selten sieht man beides so eng verflochten wie beim Glasziehen, der maschinellen Herstellung von hochwertigem Tafelglas. Die Stölzle Lausitz GmbH im sächsischen Weißwasser gehört zu den führenden Glashütten Deutschlands. In ihren Herstellungsprozessen ist trockene Druckluft der wichtigste Energieträger.
Mit weit über 1100 Grad Celsius fauchen die Flammen aus den Düsen der gewaltig anmutenden Maschinen in den weitläufigen Werkshallen bei Stölzle. Fast wähnt man sich Stahl gewordenen Drachen gegenüber – und entsprechend respektvoll geht man als Besucher auf Abstand. Wenn da nicht die Neugier wäre, was in den „Rachen“ der Ungetüme wohl so verheißungsvoll glitzert und schimmert: reinstes, bestechend brillantes Kristallglas. Geformt zu edlen Wein- und Sektgläsern. Makellose Schönheiten, geboren im Feuer.
Angesichts dieser flammenreichen Genesis wird dann auch der Stölzle-Firmenslogan „born in fire“ zum wahrhaft sinnlichen Erlebnis vor Ort. Durch das Ziehverfahren oder die ebenfalls angewandte Schweißtechnik entstehen bei Stölzle Lausitz Gläser, die durch ihren ansatzlosen, fließenden Übergang von Stiel zu Kelch und einer hervorragenden Glasverteilung der Charakteristik von mundgeblasenen Gläsern sehr nahekommen. Zusätzlich bieten sie die Vorteile der Bruch- und Spülmaschinenfestigkeit sowie ein vorteilhaftes Preis-Leistungs-Verhältnis
Die Gläser sind perfekt auf den Charakter der unterschiedlichen Getränke abgestimmt: Weine, Schaumweine, Spirituosen und Cocktails. Abnehmer sind vor allem die Hotellerie, Gastronomie, die Getränkeindustrie sowie anspruchsvolle Weinbauern. Jährlich vertreibt Stölzle Lausitz bis zu 35 Millionen Gläser in über 45 Ländern der Welt.
Regelmäßige Beatmung mit Druckluft
Die Kunst der Glasherstellung und -veredlung wird in der Lausitz seit mehr als 500 Jahren gepflegt und entwickelt. Bereits aus dem Jahr 1433 datiert die erste urkundliche Erwähnung einer Glashütte. Um 1930 entwickelte sich die Lausitz zur größten Glas produzierenden Region Europas und die „Glashüttenwerke Weißwasser AG“ – die Vorläuferin der heutigen Stölzle Lausitz GmbH – zum größten Kelchglasproduzenten Deutschlands.
Enorm wichtig für den Produktionsprozess ist eine regelmäßige Beatmung der feuerspeienden Drachen mit trockener Druckluft. Druckluft ist hier das wichtigste Produktionsmittel und der wichtigste Energieträger, sie wird zum Steuern der Anlagen und in unzähligen Druckluftzylindern sowie Stellventilen genutzt. Entscheidend dabei ist die Zufuhr konstant und zuverlässig trockener Druckluft. Eine zu hohe Feuchtigkeit würde innerhalb kurzer Zeit zu Emulsionen in den Ventilen der Maschinen führen – also zu Verschleimungen und als Folge zum Stillstand, zur Produktionsunterbrechungen.
Eine Achillesferse der Druckluftaufbereitung bei Stölzle: die Kältetrockner. Sie hatten mit einem besonderen Problem zu kämpfen. Und auch das hatte etwas mit außergewöhnlich hohen Temperaturen zu tun.
Achillesferse Kältetrocknung
Einer der im Werk eingesetzten Kompressoren produzierte bauartbedingt außergewöhnlich heiße Druckluft. Der diesem Kompressor nachgeschaltete Kältetrockner hatte immer öfter der mit bis zu 63 Grad auflaufenden Druckluft nichts mehr entgegenzusetzen. Vor allem heiße Sommermonate wurden zur Gratwanderung. Die Austrittstemperatur hinter dem überforderten Kältetrockner lag oft höher als es der weiteren Druckluftlogistik lieb sein konnte.
Diese erfolgt durch ein weitläufiges Leistungssystem von den Kompressorstationen zu den Abnahmestellen in den Produktionshallen. Oft auch über weite Strecken im Außenbereich und in den Werkshallen durch Untergeschosse, in denen sich das Leitungsnetz weiter verzweigt. Vom Kompressor bis zum Zielort durchläuft die Druckluft also zahlreiche Temperaturzonen und dabei Kondensation fördernde Strecken. Das Risiko einer zu feucht an den Maschinen eintreffenden Druckluft stieg zusehends. Doch welcher Kältetrockner würde in der Lage sein, den extrem hohen Drucklufttemperaturen des hitzigen Kompressors zu widerstehen?
Gute Erfahrungen gaben den Ausschlag
Fündig wurde die sächsische Glashütte bei einer Lösung des deutschen Druckluftsystemanbieters BEKO TECHNOLOGIES GmbH. Mit dessen Technik machte man an zahlreichen anderen Stellen im Werk bereits seit Jahren ausgesprochen gute Erfahrungen. So zum Beispiel mit ÖWAMAT Öl-Wasser-Trennern, mit CLEARPOINT Druckluftfiltern und BEKOMAT Kondensatableitern.
Auf die hitzige Situation der Kältetrocknung bei Stölzle sollte der Druckluftspezialist aus dem rheinischen Neuss eine Antwort haben: Den Druckluft-Kältetrockner DRYPOINT RA.

Im Kältetrockner DRYPOINT RA erfolgt die Drucklufttrocknung über einen optimalen Wärmeaustausch durch Gegenstromverfahren über die gesamte Strecke. Die Luft strömt in einer abwärtsgerichteten Bewegung ohne ungünstige Umleitungen. Dieser großzügig dimensionierte Counter-Flow-Wärmetauscher, der sich unter anderem aus einem Luft-Luft- und einem Luft-Kältemittel-Wärmetauscher zusammensetzt, kühlt die Druckluft bis auf eine Temperatur von plus drei Grad Celsius herunter, wobei die Baugröße des Wärmetauschers nicht nur eine besonders effektive Abkühlung begünstigt, sondern auch den Strömungswiderstand auf ein absolutes Minimum senkt.
Vom Start weg machte das neue Trocknersystem deutlich, dass es den hohen Druckluft-Eingangstemperaturen mühelos gewachsen war. Selbst die heißen Sommertage kurz nach der Installation setzten der Trocknerleistung keine Grenzen. Doch Leistung war nicht alles, auch die Wirtschaftlichkeit entscheidet.
Eine äußerst kluge Sicht der Dinge. Denn nicht die Investitionskosten bestimmen bei Kältetrocknern die Wirtschaftlichkeitsrechnung, sondern die Betriebskosten. Über einen Betriebszeitraum von fünf Jahren betrachtet, entfallen lediglich zwischen 20 und 30 Prozent der Gesamtkosten auf das reine Investment für Kauf und Installation. 70 bis 80 Prozent verteilen sich dagegen auf die laufenden Betriebskosten.

Betriebskosten um die Hälfte reduziert
Im Falle des DRYPOINT RA von BEKO TECHNOLOGIES lassen sich diese um nahezu die Hälfte reduzieren. Für Stölzle Lausitz ergab die Return-on-Investment-Rechnung, dass sich der neue Kältetrockner innerhalb von nur etwa sechs Monaten amortisieren würde. Vor allem für die Betriebswirtschaftler ein schlagendes Argument.
Diese Kombination aus Effektivität und Effizienz gelingt dem DRYPOINT RA durch eine besonders ausgefeilte Konstruktion. Wesentliche Elemente sind dabei der vertikale Aufbau des Wärmetauschers, der einen Kondensatfluss von oben nach unten ermöglicht, ein Demister zur sicheren Abscheidung und ein großvolumiger Beruhigungsraum, der ein Mitreißen des Kondensats vermeidet. Besonders wirtschaftlich ist das Gerät unter anderem durch das Vermeiden strömungsungünstiger Druckluftumlenkungen und unnötiger Strömungswiderstände. Ein konstant niedriger Drucktaupunkt, nahezu 99 Prozent Tröpfchenabscheidung, kaum Druckluftverluste, geringer Wartungsaufwand und niedrige Betriebskosten sind weitere Pluspunkte.
Die Kondensatableitung ist beim DRYPOINT-Kältetrockner übrigens integriert. Er verfügt serienmäßig über einen BEKOMAT-Kondensatableiter. Eine Systemsteuerung übernimmt neben der Funktionskontrolle des Trockners auch das Steuern und Überwachen des Ableiters – inklusive der Anzeige etwaiger Störmeldungen.
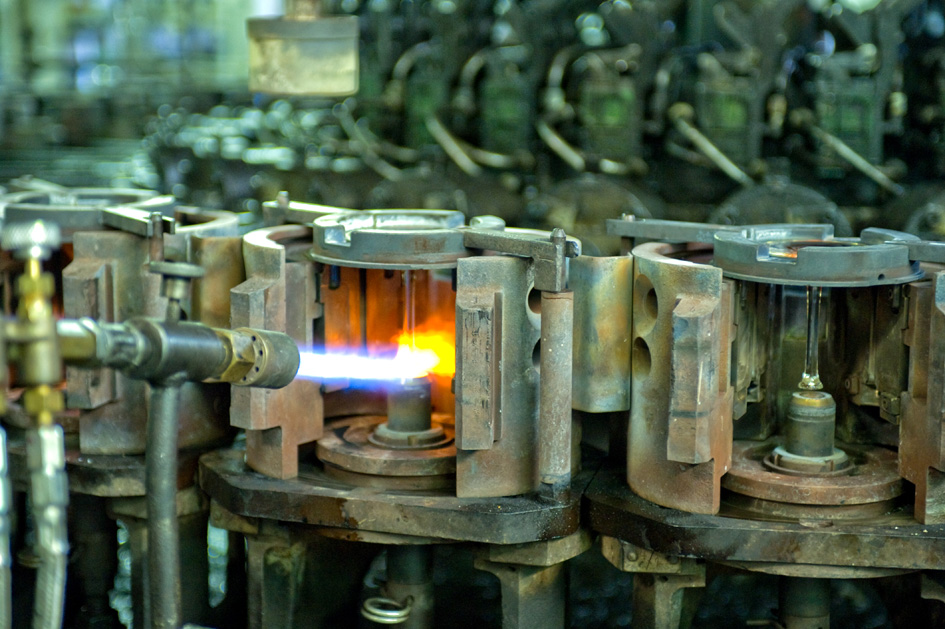
Druckluft und Laserstrahlen
Übrigens geht es beim Ziehen der Stölzle-Gläser nicht nur um Feuerschein, sondern auch um anderes Licht. Laserlicht, um genau zu sein. Die gebündelte Kraft von Laserstrahlen wird genutzt, um das Glas auf den Zehntelmillimeter exakt zu schneiden. Und auch dabei ist – wie an so vielen Stellen im Werk – Technologie von BEKO TECHONOLOGIES im Spiel. In diesem speziellen Fall in Form von Membrantrocknern sowie Fein- und Feinstfiltern. Sie kühlen und reinigen die zum Kühlen der Laser-Umlenkspiegel benötigte Druckluft.
Bevor diese hochwirksame Trockner-Filter-Kombination zum Tragen kam, kühlte man die Spiegel mit zugeliefertem Stickstoff. Eine extrem kostspielige Vorgehensweise, die bis zu 700 Euro pro Woche verschlang. Mit dem Einsatz der neuen Technik entfiel auch dieser Kostenpunkt der Druckluftaufbereitung bei Stölzle Lausitz komplett.

![[Translate to Deutschland:]](/fileadmin/_processed_/d/e/csm_1-glasschmelze_0b18da1209.jpg)
![[Translate to Deutschland:]](/fileadmin/_processed_/1/4/csm_maschinenbau_colored_1920_Fotolia_128754112_L_fce3ca0413.jpg)
![[Translate to Deutschland:]](/fileadmin/_processed_/c/b/csm_Drypoint-ra-titel_ad8aa86985.jpg)