Tratamiento del aire comprimido en la producción de cristal
| Sector: | Producción de vidrio |
| Cliente/lugar/año: | Stölzle Lausitz, Weißwasser (Alemania), 2013 |
| Aplicación del aire comprimido: | En la producción |
| Productos instalados: | DRYPOINT RA, BEKOMAT |
Stölzle Lausitz GmbH, en la localidad sajona de Weißwasser, es una de las principales fábricas de vidrio de Alemania. En sus procesos de fabricación, el aire comprimido seco es el principal recurso energético.
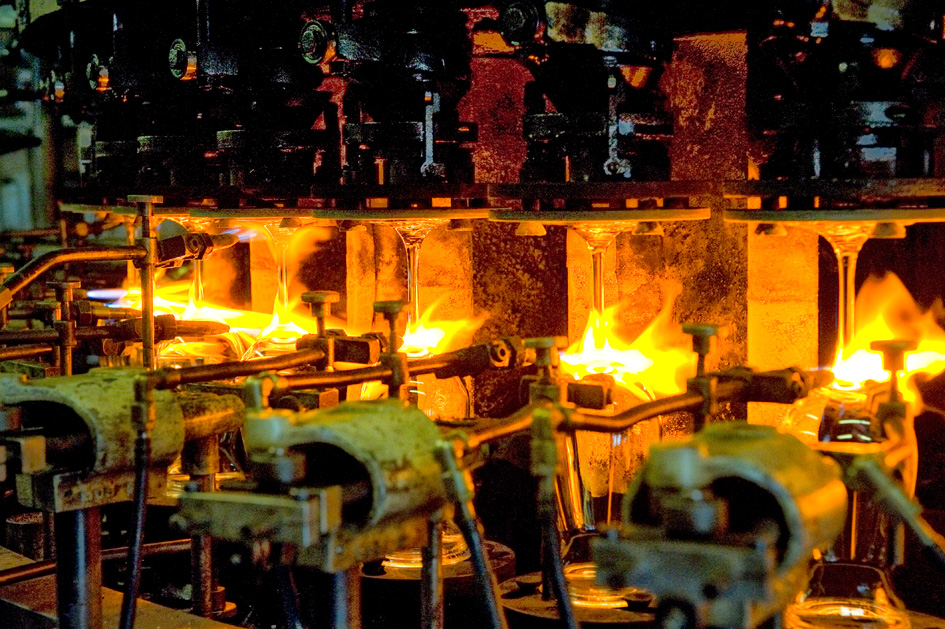
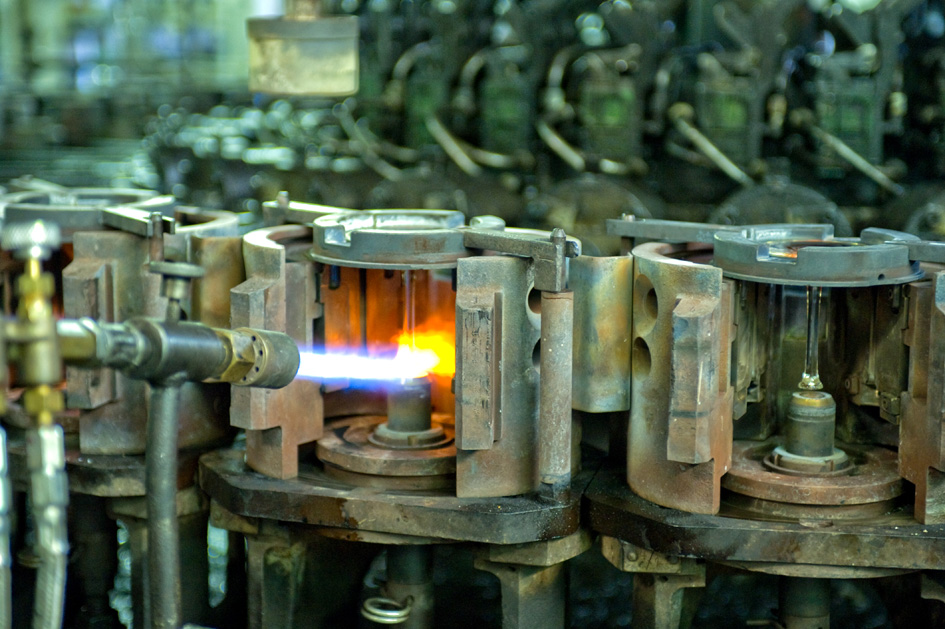
A más de 1100º C silban las llamas de las toberas de estas impresionantes máquinas en las amplias naves de producción de Stölzle. Dan la impresión de ser dragones convertidos en acero y generan el mismo respeto entre los visitantes, que se mantienen a distancia. Por si tienen curiosidad sobre qué brilla y reluce de manera tan prometedora en las gargantas de los gigantes: vidrio, puro, impresionantemente brillante. Convertido en nobles copas de vino y cava. Una belleza impecable, nacida del fuego.
Teniendo en cuenta este origen flamígero, el lema de la empresa de Stölzle «born in fire» cobra sentido. Mediante el proceso de trefilado o la técnica de soldadura, igualmente empleada, en Stölzle Lausitz se crean copas que, por su perfecta transición del pie a la copa y una extraordinaria distribución del cristal, se acercan mucho a las características de las copas de cristal soplado. Además, aportan las ventajas de resistencia a la rotura y al lavavajillas, además de una buena relación precio-calidad.
Las copas están perfectamente adaptadas al carácter de las distintas bebidas: Vinos, vinos espumosos, licores y cócteles. Sus clientes son, sobre todo, la hostelería, gastronomía, la industria de las bebidas y exigentes viticultores. Cada año, Stölzle Lausitz distribuye hasta 35 millones de copas a más de 45 países del mundo.
Insuflado regular de aire comprimido
En Lusacia cuidan y desarrollan el arte de la fabricación y el refinado del vidrio desde hace más de 500 años. La primera mención documental de una fábrica de vidrio data de 1433. En torno a 1930, Lusacia se convirtió en la mayor región de producción de cristal de Europa y «Glashüttenwerke Weißwasser AG», la predecesora de la actual Stölzle Lausitz GmbH, en el mayor productor de copas de Alemania.
Para el proceso de producción es enormemente importante insuflar regularmente aire comprimido para el dragón que escupe fuego. Aquí, el aire comprimido es el principal medio de producción y soporte de energía, se usa para controlar las instalaciones y en incontables cilindros de aire comprimido y válvulas de ajuste. El suministro de aire comprimido constante y seco de forma fiables es decisivo. Una humedad excesiva generaría, en poco tiempo, emulsiones en las válvulas de las máquinas, es decir, la formación de lodos y, en consecuencia, la parada e interrupciones en la producción.
Un talón de Aquiles del tratamiento de aire comprimido en Stölzle: el secador frigorífico. Han tenido que luchar contra un problema especial. Y también estaría relacionado con unas temperaturas extraordinariamente altas.
El secado frigorífico como talón de Aquiles
Uno de los compresores empleados en la planta producía aire comprimido caliente, de forma extraordinaria debido a la construcción. Cada vez con más frecuencia, el secador frigorífico conectado después de este compresor que producía aire a 63 grados, fallaba. La situación era especialmente difícil en los cálidos meses de verano. La temperatura de salida detrás del secador frigorífico sobrecargado solía ser superior de lo deseable para el resto de la logística del aire comprimido.
Esta se debía a un amplio sistema de potencia desde las estaciones del compresor hasta los puntos de recogida en las naves de producción. A menudo, también a amplios tramos en el exterior y en las naves, por sótanos en los que la red de conductos se sigue ramificando. Del compresor al lugar de destino, el aire comprimido pasa por numerosas zonas térmicas y, por tanto, por tramos que favorecen la condensación. El riesgo de un aire comprimido que entrara con demasiada humedad en la máquina aumentaba considerablemente.
Pero, ¿qué secador frigorífico podría resistir las temperaturas extremadamente altas del aire comprimido del compresor recalentado?
Las buenas experiencias fueron decisivas
La fábrica sajona de cristal encontró lo que buscaba en una solución del proveedor alemán de sistemas de aire comprimido BEKO TECHNOLOGIES GmbH. Hacía años que muchos otros puntos de la fábrica estaban teniendo buenas experiencias con su tecnología. Por ejemplo, con separadores de agua-aceite ÖWAMAT, con filtros de aire comprimido CLEARPOINT y purgadores de condensado BEKOMAT.
El especialista en aire comprimido de Neuss debía tener una respuesta a la caldeada situación del secado frigorífico en Stölzle: El secador frigorífico de aire comprimido DRYPOINT RA.

El secador frigorífico DRYPOINT RA, tiene un intercambiador de calor que favorece un óptimo intercambio de calor por un proceso de contracorriente en todo el recorrido. El aire fluye en un movimiento descendente sin desvíos no deseados. Este intercambiador de calor Counter-Flow de grandes dimensiones, que se compone de un intercambiador de calor aire-aire y uno aire-refrigerante, refrigera el aire comprimido hasta una temperatura de +3 °C, donde el tamaño del intercambiador de calor no solo favorece una refrigeración especialmente eficaz, sino que también reduce al mínimo absoluto la resistencia al flujo.
Con el nuevo sistema de secado, quedó claro desde el principio que dominaría sin problemas las altas temperaturas de entrada del aire comprimido. Ni siquiera los cálidos días de verano posteriores a la instalación supusieron un obstáculo para la potencia del secador. Pero la potencia no lo era todo, la rentabilidad también era decisiva.
Una perspectiva extremadamente inteligente. Porque, en los secadores frigoríficos, no solo los costes de inversión determinan el cálculo de la rentabilidad, sino también los costes de explotación. Considerados en un periodo de funcionamiento de cinco años, solo el 20 - 30 % de los costes totales corresponde a la inversión pura de compra e instalación. Entre el 70 y el 80 % restante corresponde a los costes de explotación

Reducción de los costes de explotación a la mitad
En el caso del DRYPOINT RA de BEKO TECHNOLOGIES, se pueden reducir hasta casi la mitad. Para Stölzle Lausitz, el cálculo de la recuperación de la inversión demostró que el nuevo secador frigorífico se amortizaría en solo seis meses. Un argumento decisivo, sobre todo para los economistas de la empresa.
Esta combinación de efectividad y eficiencia del DRYPOINT RA se debe a una construcción especialmente sofisticada. Son elementos esenciales la estructura vertical del intercambiador de calor, que permite que el condensado fluya de arriba hacia abajo, un separador de arrastre para una separación segura y una cámara de estabilización de gran volumen, que impide el arrastre del condensado. El equipo es especialmente rentable, entre otras cosas, porque evita los cambios de dirección del aire comprimido, que no favorecen el flujo, e innecesarias resistencias al flujo. Un punto de rocío a presión constantemente bajo, una separación por gotas de prácticamente el 99 %, la práctica inexistencia de pérdidas de aire comprimido, un bajo gasto de mantenimiento y reducidos costes de explotación son sus otras ventajas.
El purgado de condensado está integrado en el secador frigorífico DRYPOINT. Incluye, de serie, un purgador de condensado BEKOMAT. Un control del sistema se encarga, además del control funcional del secador, de controlar y supervisar el purgador, incluyendo la visualización de cualquier mensaje de avería.
Aire comprimido y rayos láser
Por lo demás, en la producción de copas en Stölzle no solo se maneja fuego, sino también otras fuentes de luz. Luz láser, para ser exactos. La fuerza combinada de los rayos láser se usa para cortar el cristal con una exactitud de décimas de milímetro. Y también aquí, como en tantos lugares de la fábrica, se usa tecnología de BEKO TECHNOLOGIES. En este caso especial, en forma de secadores de membrana y filtros finos y super finos. Refrigeran y limpian el aire comprimido necesario para refrigerar el espejo de reflexión del láser.
Antes de que usaran esta eficiente combinación de secador y filtro, se refrigeraba el espejo suministrando nitrógeno. Un procedimiento muy costoso que suponía hasta 700 euros semanales. Con el uso de la nueva tecnología, se eliminó también por completo este coste en el tratamiento del aire comprimido en Stölzle Lausitz.

![[Translate to Spain:]](/fileadmin/_processed_/d/e/csm_1-glasschmelze_0b18da1209.jpg)
![[Translate to Spain:]](/fileadmin/_processed_/1/4/csm_maschinenbau_colored_1920_Fotolia_128754112_L_fce3ca0413.jpg)
![[Translate to Spain:]](/fileadmin/_processed_/c/b/csm_Drypoint-ra-titel_ad8aa86985.jpg)