Traitement de l'air comprimé dans la fabrication du cristal
| Secteur d'activité : | Industrie verrière |
| Client/Lieu/Année : | Stölzle Lausitz, Weißwasser (Allemagne), 2013 |
| Utilisation de l'air comprimé : | Dans la production |
| Produits installés : | DRYPOINT RA, BEKOMAT |
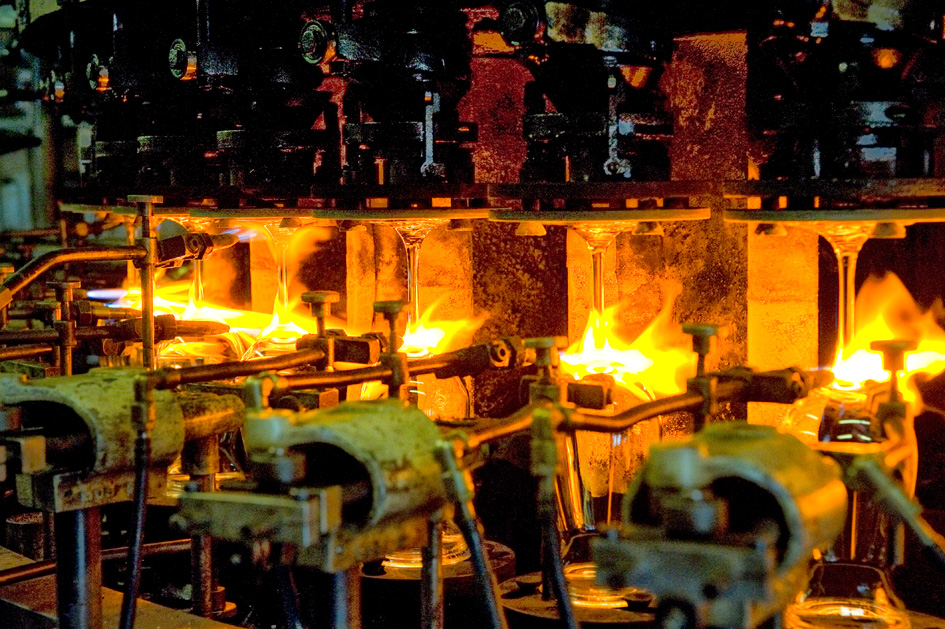
Un éclat céleste et un feu d'enfer. Ce n'est pas fréquent de voir les deux aussi étroitement liés comme dans l'étirage du verre, la fabrication automatisée de verre plat de qualité supérieure. Stölzle Lausitz GmbH à Weisswasser en Saxe est l'une des plus grandes verreries d'Allemagne. Dans leurs procédés de fabrication, l'air comprimé est le vecteur d'énergie le plus important.
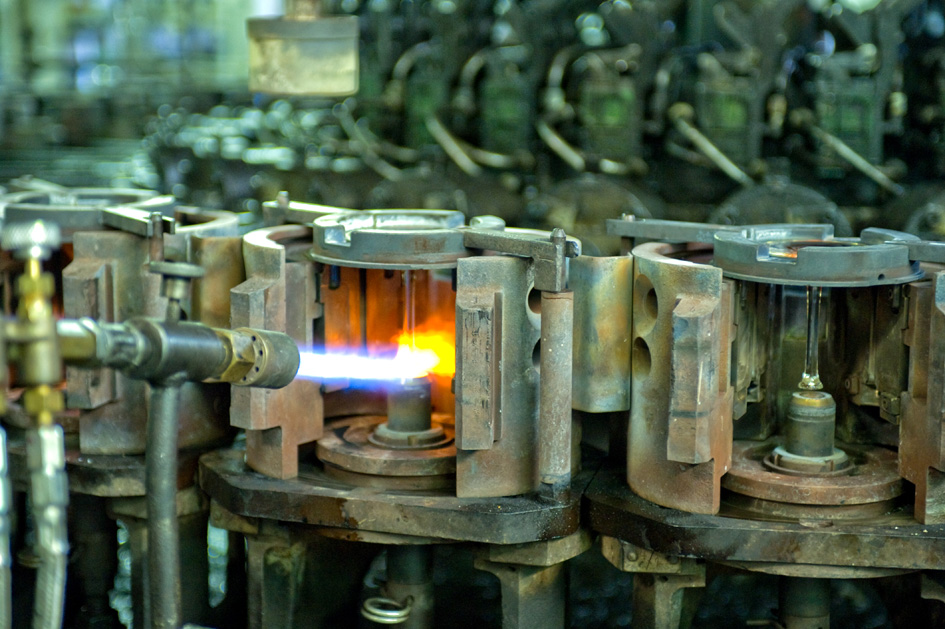
C'est à plus de 1100°C que les buses des énormes machines crachent des flammes dans les immenses ateliers de Stölzle. On pourrait se croire en face d'un dragon en acier et lors d'une visite, on se maintient à une distance respectueuse. S'il n'y avait pas la curiosité, de voir ce qui brille et scintille de manière aussi prometteuse dans la « gueule du monstre » : un cristal des plus purs, particulièrement étincelant. Transformé en élégants verres à vin et en fines flûtes à champagne. Des beautés immaculées, nées dans le feu.
Au regard de cette genèse enflammée, le slogan de l'entreprise Stölzle « born in fire » reflète bien l'expérience des sens que constitue une visite du site. C'est avec le procédé d'étirage mais aussi avec des techniques de soudage que Stölzle Lausitz produit des verres qui par leur transition sans aspérités et fluide entre le pied et le calice et l'exceptionnelle répartition du verre s'approchent des caractéristiques des verres soufflés à la bouche. De plus, ils affichent une excellente résistance aux chocs, un rapport qualité-prix avantageux et peuvent se laver à la machine.
Les verres s'accordent parfaitement au caractère des différentes boissons qu'ils vont contenir : vins, vins pétillants, spiritueux et cocktails. La clientèle se recrute principalement parmi l'hôtellerie, la gastronomie, l'industrie des boissons ainsi que les viticulteurs les plus exigeants. Tous les ans, Stölzle Lausitz écoule jusqu'à 35 millions de verres dans plus de 45 pays du monde.
Une ventilation régulière à l'air comprimé
L'art de la fabrication et de la transformation du verre est développée et entretenue depuis plus de 500 ans en Lusace. Le premier document qui mentionne une verrerie remonte à 1433. Autour de 1930, la Lusace s'est développée comme une des principales régions verrières d'Europe et l'entreprise « Glashüttenwerke Weißwasser AG » - précurseuse de l'actuelle Stölzle Lausitz GmbH - comme le principal producteur de verres à pied d'Allemagne.
Pour le procédé de production, la ventilation régulière des dragons crachant du feu avec de l'air comprimé sec est d'une importance primordiale. L'air comprimé est ici le fluide auxiliaire le plus important est le principal vecteur énergétique ; il sert à la commande de l'installation avec un nombre incalculable de vérins pneumatiques et de vannes de régulation. L'apport constant et fiable d'air comprimé sec est ici déterminant. Une humidité trop élevée provoquerait très rapidement des émulsions au niveau des vannes des machines, donc des engorgements qui provoqueraient leur arrêt et ainsi des coupures au niveau de la production.
Un des talons d'Achille de la production d'air comprimé chez Stölzle était le sécheur frigorifique. L'entreprise avait un problème particulier à affronter. Problème qui était lié aux températures exceptionnellement élevées.
Le talon d'Achille du séchage frigorifique
De par sa conception, un des compresseurs utilisé dans l'usine produisait un air comprimé particulièrement chaud. Le sécheur frigorifique en aval de ce compresseur réussissait de moins en moins à tenir tête à l'air comprimé qui arrivait avec une température jusqu'à 63°C. C'est surtout les mois d'été que tout le système marchait sur la corde raide. La température de sortie en aval du sécheur frigorifique surchargé se trouvait souvent au-dessus de ce que peut tolérer le système pneumatique alimenté.
Ce système pneumatique est constitué d'un vaste réseau de composants, des compresseurs jusqu'aux points d'utilisation dans les bâtiments de production. Souvent aussi sur de grandes distances en extérieur ou dans les bâtiments de production par des sous-sols dans lesquels le réseau de distribution est souvent ramifié. Du compresseur jusqu'au point de destination, l'air comprimé traverse ainsi de nombreuses zones de température et des parcours favorables à la condensation. Le risque d'un air comprimé parvenant à la machine trop humide était en croissance constante.
Mais quel sécheur frigorifique serait à même de résister aux températures d'air comprimé extrêmement élevées du compresseur trop chaud ?
De bonnes expériences qui font pencher la balance
C'est avec le fournisseur de systèmes d'air comprimé BEKO TECHNOLOGIES GmbH que la verrerie saxonne a trouvé une solution. Sa technologie avait déjà permis de nombreuses expériences satisfaisantes depuis des années en d'autres endroits de l'usine. Ainsi par exemple avec les séparateurs huile/eau ÖWAMAT, avec les filtres d'air comprimé CLEARPOINT et avec les purgeurs de condensats BEKOMAT.
À la situation brûlante du séchage frigorifique chez Stölzle, le spécialiste de l'air comprimé de Neuss a apporté une réponse : le sécheur frigorifique d'air comprimé DRYPOINT RA.

Au sein du DRYPOINT RA, le séchage de l'air comprimé s'effectue par un échange de chaleur optimal à contre-courant sur l'intégralité du tronçon. L'air circule par un déplacement constant orienté vers le bas, sans aucune déviation défavorable. Cet échangeur de chaleur à contre-courant, bien dimensionné et composé entre autres d'un échangeur de chaleur air/air et d'un échangeur air/fluide frigorigène, refroidit l'air comprimé jusqu'à une température de +3°C ; la taille de l'échangeur de chaleur permet non seulement d'obtenir un refroidissement particulièrement efficace, mais aussi d'abaisser la résistance à la circulation de l'air comprimé à un minimum absolu.
Dès le départ, le système de séchage a pu montrer qu'il savait faire face sans aucun problème aux températures d'entrée élevées de l'air comprimé. Même les chaleurs estivales peu après l'installation n'ont en rien affecté les performances du sécheur. Mais la performance n'est pas tout, la rentabilité a aussi son mot à dire.
Une vision extrêmement astucieuse des choses. Car ce ne sont pas les coûts d'investissement qui au niveau des sécheurs frigorifiques font la loi parmi les calculs de rentabilité mais les coûts d'exploitation. Si l'on considère une durée d'exploitation de cinq ans, la part réelle de l'investissement ne représente que 20 à 30 % des dépenses globales. 70 à 80 % sont imputables aux coûts d'exploitation courants.

Des coûts d'exploitation divisés par deux
Dans le cas du DRYPOINT RA de BEKO TECHNOLOGIES, ceux-ci sont quasiment divisés par deux. Pour Stölzle Lausitz, le calcul du retour sur investissement a montré que le nouveau sécheur frigorifique a été amorti en à peine six mois. Un argument décisif, en particulier pour les gestionnaires de l'entreprise.
C'est grâce à une conception particulièrement aboutie que le DRYPOINT RA peut afficher cette combinaison d'efficacité et d'efficience. Les éléments essentiels sont la construction verticale de l'échangeur de chaleur, le condensat circulant du haut vers le bas, un dévesiculeur pour une séparation fiable et le grand espace de stabilisation qui évite l'entraînement du condensat. L'appareil est particulièrement économique, entre autre grâce à la prévention de toute déviation d'air comprimé défavorable à la circulation et de toute résistance à l'écoulement superflue. Un point de rosée constamment faible, près de 99% de séparation des gouttelettes, presque pas de perte d'air comprimé, une maintenance se réduisant au minimum et des coûts de service faibles sont d'autres avantages.
Du reste, la purge des condensats est intégrée au sécheur frigorifique DRYPOINT. Il est doté de série d'une purge des condensats BEKOMAT. Une commande système assure non seulement le contrôle des fonctions du sécheur, mais aussi la commande et la surveillance du purgeur y compris l'affichage d'éventuels messages d'erreur.
Air comprimé et rayons laser
Du reste, pour ce qui est de l'étirage des verres Stölzle, il n'est pas question que de la lueur du feu, mais aussi d'une tout autre lumière. Le laser, pour être plus précis. La puissance concentrée de rayons laser est utilisée pour découper le verre à une précision du dixième de millimètre. Et là aussi - comme en de nombreux autres endroits de l'usine - la technologie de BEKO TECHONOLOGIES a son mot à dire. Dans ce cas particulier sous forme de sécheurs à membrane ainsi que de filtres microniques et submicroniques. Ils filtrent et nettoient l'air comprimé nécessaire au refroidissement des miroirs de renvoi du laser.
Avant l'utilisation de cette combinaison très efficace sécheurs-filtres, les miroirs étaient refroidis à l'azote. Un process extrêmement onéreux, qui engloutissait jusqu'à 700 € par semaine. Grâce à l'utilisation de cette nouvelle solution, Stölzle Lausitz a pu totalement supprimer ce poste de dépenses.

![[Translate to France (french):]](/fileadmin/_processed_/d/e/csm_1-glasschmelze_0b18da1209.jpg)
![[Translate to France (french):]](/fileadmin/_processed_/1/4/csm_maschinenbau_colored_1920_Fotolia_128754112_L_fce3ca0413.jpg)
![[Translate to France (french):]](/fileadmin/_processed_/c/b/csm_Drypoint-ra-titel_ad8aa86985.jpg)