优势
- 使用压缩空气无需更换储气瓶,从而实现无停机时间,降低供应链成本
- 压缩空气适用于丙烯酸或塑料材质的激光切割
- 在合金和不锈钢的切割中,使用压缩空气作为辅助气体可提高约20%的切割速度
- 压缩空气是一种经济高效的选择,尤其在能源成本较低的地区,其价格远低于氮气,有时甚至便宜超过10倍
- 将现有系统升级改造为使用压缩空气作为辅助气体,相对容易
- 压缩空气的处理不需要额外的电力消耗,节能
激光切割常使用氮气(N2)或氧气(O2)作为辅助气体,选择合适的气体需要依据期望的效果、材料厚度和切割速度。这些气体通常以高纯度瓶装供应,但对大型设备而言,现场安装气体发生器、以实现全天候运行的趋势正在上升。
由于气体成本占据了运行成本的大部分,因此激光切割工艺的成本相对较高。


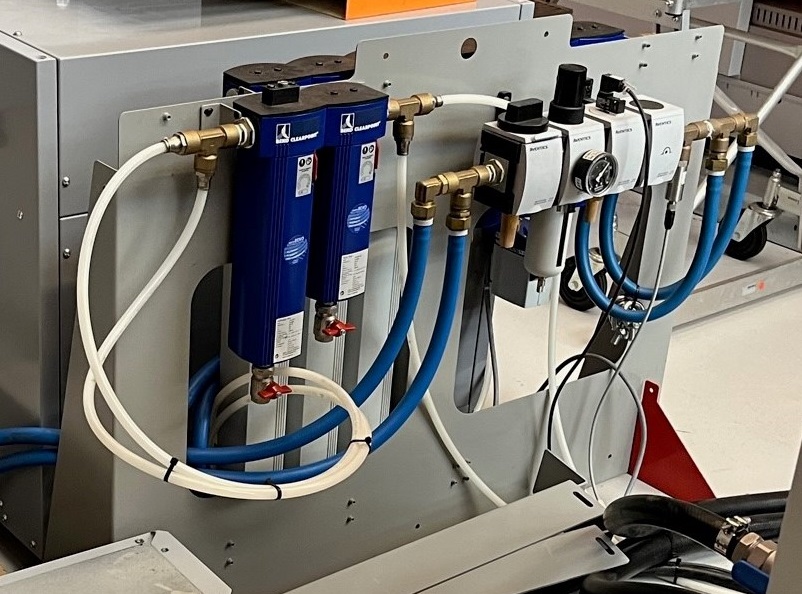
激光切割时若使用压缩空气,压缩机一般安置在激光切割机附近,并需配备固体干燥器和过滤器。压缩气体将会通过由管道、软管和喷嘴组成的系统输送至切割头,并在切割头内精确引导至激光束与材料接触点。
客户希望使用压缩空气来替代氮气。
在现场评估了情况并考虑了所有需要的参数后,我们得出的结论是,我们能够满足所需的要求。此外,客户还决定安装流量测量装置,以观察不同的气体消耗量。
客户在使用压缩空气作为激光切割辅助气体时遇到了问题,损坏了反光镜、激光头等设备,造成高昂的更换成本。
经过分析,发现其现有的压缩空气处理仅是通用级别,未能满足激光切割的具体应用需求,颗粒和油蒸气污染反光镜并破坏了激光束。为解决这一问题,我们迅速地帮助客户改进了压缩空气过滤的设计。
在安装了冷冻式干燥机后,管道内出现了大量冷凝水。为满足客户需求,贝克欧科技推荐其使用渗膜式干燥器作为更适宜的过滤设备。
此后后,客户的露点温度稳定在-12.4℃,既无冷凝现象,也未再出现压缩空气污染激光切割设备的问题。