Exigences relatives à la qualité de l'air comprimé dans la fabrication du verre
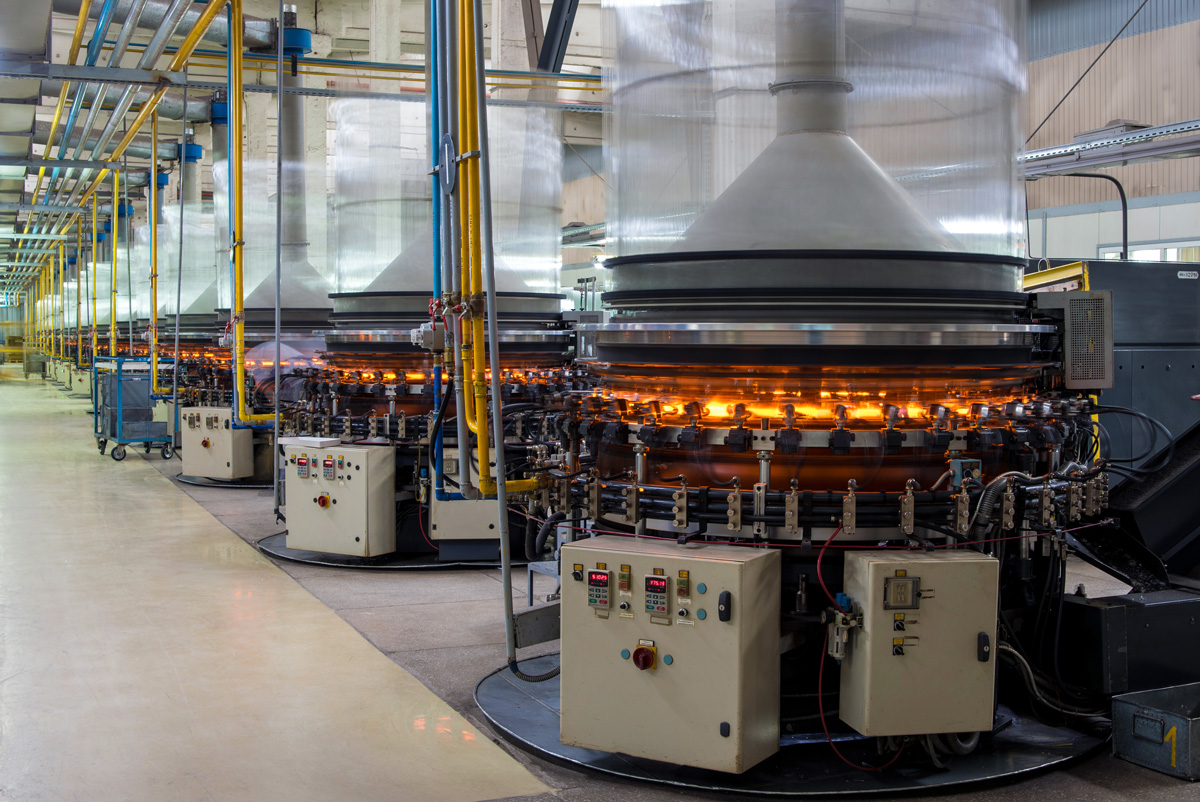
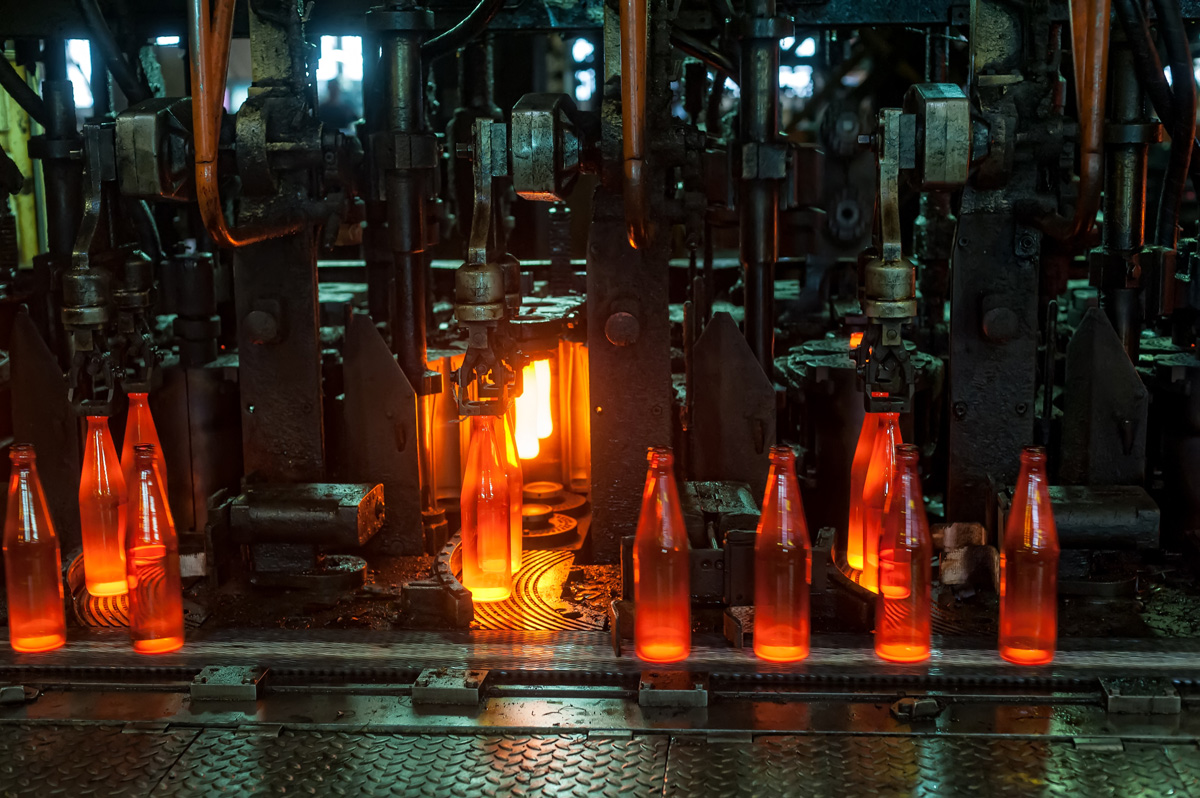
Quel que soit le type de verre, la finition ou l'application ultérieure, l'air comprimé est nécessaire à différents postes de la production de verre, pour le transport, le façonnage, le refroidissement ou la commande. Rien ne doit s'agglutiner, s'obstruer ou s'encrasser afin de fournir la meilleure qualité possible et de garantir une production en mode continu sur une longue période. Un arrêt de la production constitue un véritable problème pour les fours dont la phase de mise en température peut durer jusqu'à deux semaines.
Il est donc particulièrement important que l'air comprimé utilisé soit exempt d'huile, de particules et de germes, et soit parfaitement sec, afin que les chaînes de fabrication ne soient pas contaminées. Pour que la production soit efficace en termes de coûts et de consommation d'énergie, il est indispensable d'adapter individuellement l'air comprimé aux différentes exigences et aux conditions ambiantes requises.
Avec ses fiches de normalisation, la VDMA fournit des informations importantes sur la qualité de l'air comprimé pour différents secteurs d'activité. Pour l'industrie du verre, elle définit la classe de qualité [3] en ce qui concerne la teneur en particules. La classe [4] en termes d'humidité (sous forme de vapeur) à une température supérieure à 10 °C, la classe [2:–:3] en dessous de 10 °C et la classe [2] en termes de teneur totale en huile. Ces classes concernent aussi bien l'air de commande (par exemple pour les entraînements pneumatiques) que l'air de transport (par exemple pour le tri du calcin, de mélanges ou lors du refroidissement).
*Source Fiche de normalisation VDMA 15390-1