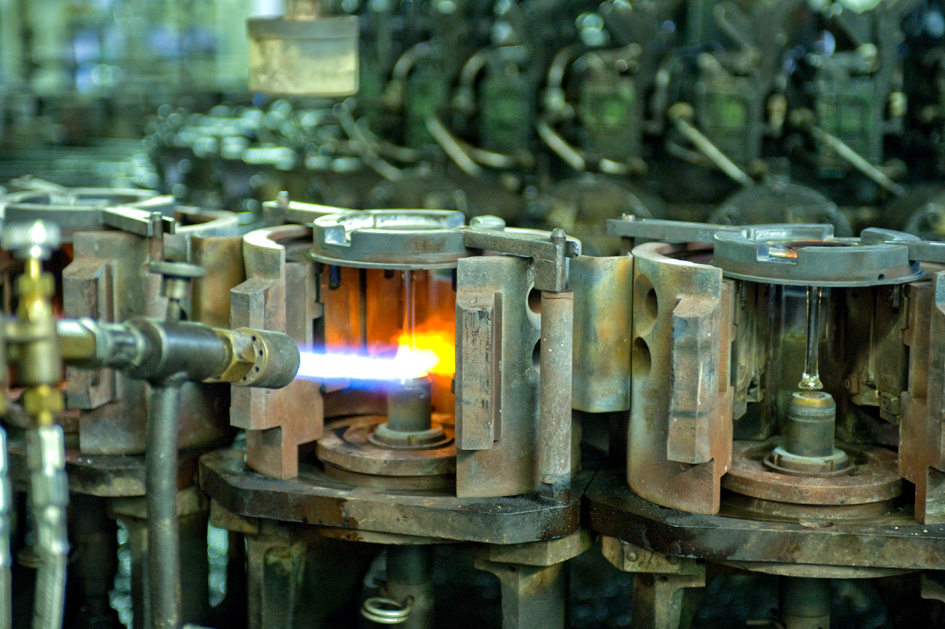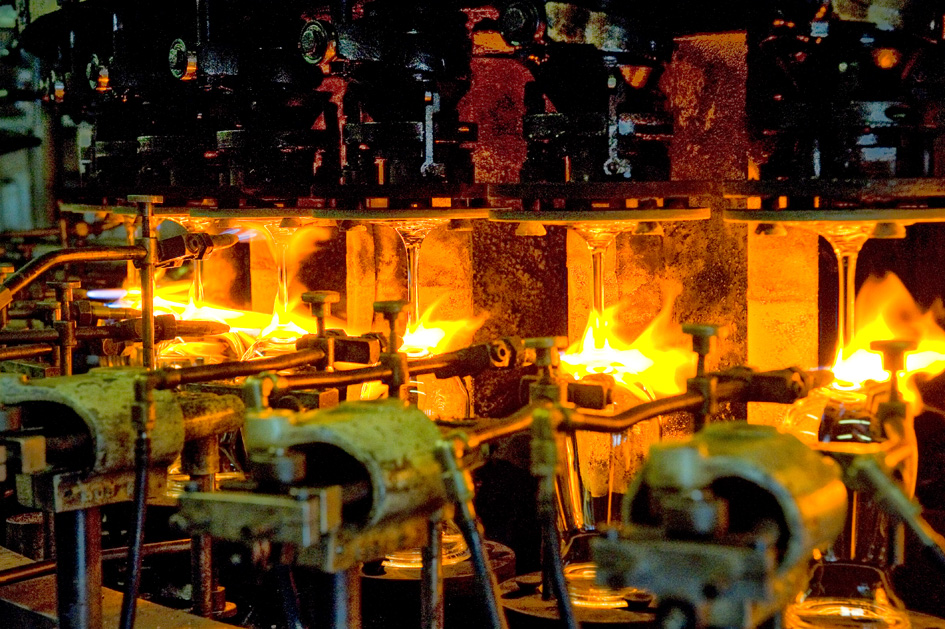
Angesichts dieser flammenreichen Genesis wird dann auch der Stölzle-Firmenslogan „born in fire“ zum wahrhaft sinnlichen Erlebnis vor Ort. Durch das Ziehverfahren oder die ebenfalls angewandte Schweißtechnik entstehen bei Stölzle Lausitz Gläser, die durch ihren ansatzlosen, fließenden Übergang von Stiel zu Kelch und einer hervorragenden Glasverteilung der Charakteristik von mundgeblasenen Gläsern sehr nahekommen. Zusätzlich bieten sie die Vorteile der Bruch- und Spülmaschinenfestigkeit sowie ein vorteilhaftes Preis-Leistungs-Verhältnis
Die Gläser sind perfekt auf den Charakter der unterschiedlichen Getränke abgestimmt: Weine, Schaumweine, Spirituosen und Cocktails. Abnehmer sind vor allem die Hotellerie, Gastronomie, die Getränkeindustrie sowie anspruchsvolle Weinbauern. Jährlich vertreibt Stölzle Lausitz bis zu 35 Millionen Gläser in über 45 Ländern der Welt.