Uzdatnianie sprężonego powietrza w hucie szkła kryształowego
| Branża: | produkcja szkła |
| Klient/miejscowość/rok: | Stölzle Lausitz, Weißwasser (Niemcy), 2013 |
| Zastosowanie sprężonego powietrza: | w produkcji |
| Zainstalowane produkty: | DRYPOINT RA, BEKOMAT |
Niebiański połysk i piekielny ogień - rzadko obie te cechy idą w parze tak zgodnie, jak podczas wyciągania szkła, maszynowej produkcji wysokiej jakości szkła stołowego. Spółka Stölzle Lausitz GmbH z Białej Wody w Saksonii należy do czołowych hut szkła w Niemczech. W jej procesach produkcyjnych suche sprężone powietrze jest najważniejszym nośnikiem energii.
W rozległych halach zakładowych firmy Stölzle z dysz okazałych maszyn fukają płomienie, których temperatura przekracza 1100°C. Odwiedzający wyobrażają sobie stalowe smoki – i zachowują wobec nich pełen szacunku dystans. Wszyscy są ciekawi, co połyskuje i migocze obiecująco w „gardłach” monstrumów: najczystsze, urzekająco błyszczące krystaliczne szkło. Uformowane w szlachetne kieliszki do wina i szampana. Nieskazitelne ideały narodzone w ogniu.
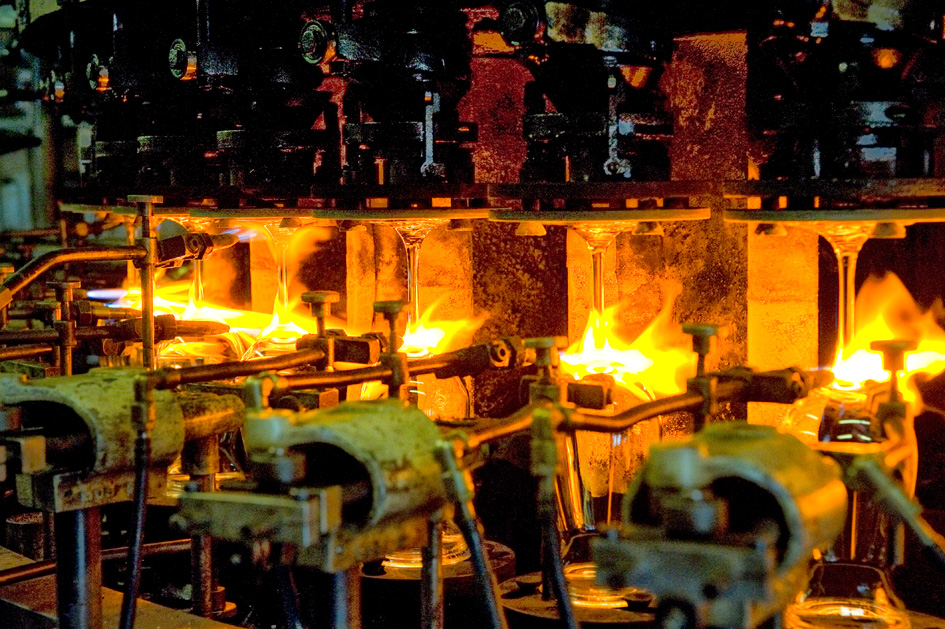
W obliczu tej płomiennej genezy slogan firmy Stölzle „born in fire” staje się prawdziwie zmysłowym doznaniem na miejscu. Dzięki metodzie wyciągania czy stosowanej także technice zgrzewania w firmie Stölzle Lausitz powstają kieliszki, które dzięki swemu płynnemu, nie odznaczającemu się przejściu od trzonka do kielicha i doskonałemu podziałowi szkła są bardzo zbliżone do charakterystyki kieliszków wydmuchiwanych ustami. Dodatkowo ich zaletą jest wytrzymałość na naprężenia niszczące oraz możliwość mycia w zmywarce, a także korzystny stosunek ceny do jakości.
Kieliszki są perfekcyjnie dopasowane do charakteru rozmaitych napojów: win, szampanów, spirytualiów i koktajli. Odbiorcą jest przede wszystkim branża hotelarska, gastronomia, przemysł napojowy oraz wymagający właściciele winnic. Co roku firma Stölzle Lausitz sprzedaje do 35 milionów kieliszków w ponad 45 krajach na świecie.
Regularna wentylacja sprężonym powietrzem
Sztuka produkcji i uszlachetniania szkła w Łużycach jest pielęgnowana i rozwijana od ponad 500 lat. Pierwsze udokumentowane wspomnienie huty szkła datuje się już na rok 1433. Około 1930 r. Łużyce stały się największym regionem w Europie produkującym szkło, a firma „Glashüttenwerke Weißwasser AG” – poprzedniczka obecnej spółki Stölzle Lausitz GmbH – największym producentem szkła na kieliszki w Niemczech.
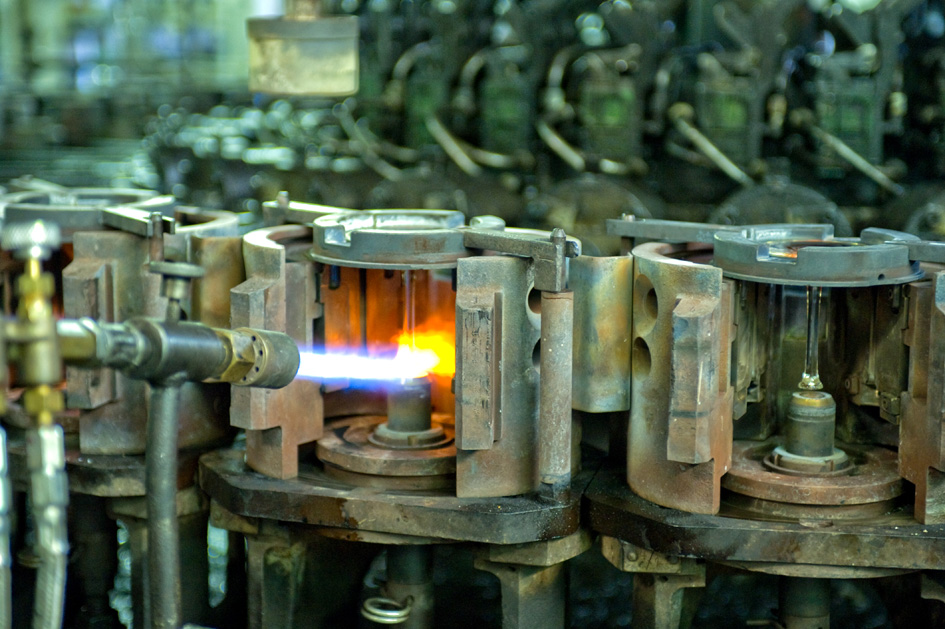
Niezwykle ważna w procesie produkcyjnym jest regularna wentylacja przy użyciu sprężonego powietrza ziejących ogniem smoków. Pełni ono tu rolę najważniejszego środka produkcji i najistotniejszego nośnika energii, który znajduje zastosowanie do sterowania urządzeniami, a także w niezliczonych cylindrach sprężonego powietrza oraz zaworach nastawczych. Decydujące znaczenie ma tutaj doprowadzanie nieustannie i niezawodnie suchego sprężonego powietrza. Zbyt duża wilgotność doprowadziłaby w krótkim czasie do powstania emulsji w zaworach maszyn – czyli do zatorów, a w konsekwencji do przestojów i przerw w produkcji.
Piętą achillesową procesu uzdatniania sprężonego powietrza w firmie Stölzle jest osuszacz ziębniczy. Pracownicy musieli zmierzyć się z tym wyjątkowym problemem, gdzie głównym czynnikiem jest niezwykle wysoka temperatura.
Pięta achillesowa – osuszanie ziębnicze
Jedna ze sprężarek stosowanych w zakładzie produkowała ze względu na swoją konstrukcję nietypowo gorące sprężone powietrze. Osuszacz ziębniczy podłączony za tą sprężarką coraz częściej nie radził sobie z napływającym sprężonym powietrzem o temperaturze 63°C. Przede wszystkim miesiące letnie były balansowaniem na krawędzi. Temperatura na wylocie za przeciążonym osuszaczem ziębniczym była często wyższa niż wartość dopuszczalna do dalszej logistyki sprężonego powietrza.
Transport odbywa się za pomocą rozległego systemu przewodów od stacji sprężarek do punktów odbioru w halach produkcyjnych. Często także na długich odcinkach w obszarze zewnętrznym i w halach zakładowych przez sutereny, w których sieć przewodów rozgałęzia się jeszcze bardziej. Na trasie od sprężarki do miejsca docelowego sprężone powietrze przechodzi zatem przez liczne strefy temperaturowe oraz odcinki o nasilonej kondensacji. Ryzyko przedostania się do maszyn zbyt wilgotnego sprężonego powietrza rosło z każdą chwilą.
W końcu, który osuszacz ziębniczy byłby w stanie sprostać skrajnie wysokim temperaturom sprężonego powietrza pochodzącego ze sprężarki?
Decydują dobre doświadczenia
Saksońska huta szkła znalazła rozwiązanie od niemieckiej firmy oferującej systemy sprężonego powietrza – BEKO TECHNOLOGIES. Liczne inne miejsca w zakładzie już od lat miały bardzo dobre doświadczenia z rozwiązaniami technicznymi opracowanymi przez to przedsiębiorstwo. Na przykład z separatorami wodno-olejowymi ÖWAMAT, filtrami sprężonego powietrza CLEARPOINT i spustami kondensatu BEKOMAT.
Odpowiedź specjalisty w obszarze sprężonego powietrza z nadreńskiej miejscowości Neuss na trudną sytuację związaną z osuszaniem ziębniczym w firmie Stölzle powinna brzmieć: osuszacz ziębniczy sprężonego powietrza DRYPOINT RA.

W osuszaczu ziębniczym DRYPOINT RA osuszanie sprężonego powietrza przebiega metodą przepływu przeciwprądowego za pomocą optymalnej wymiany ciepła na całym odcinku. Powietrze płynie ruchem w dół bez niekorzystnych zmian kierunku. Duży wymiennik ciepła Counter-Flow składający się między innymi z wymiennika ciepła powietrze-powietrze i wymiennika ciepła powietrze-czynnik chłodniczy schładza sprężone powietrze do temperatury +3°C, przy czym rozmiar konstrukcyjny wymiennika ciepła nie tylko sprzyja wyjątkowo efektywnemu schładzaniu, ale również zmniejsza opór przepływu do absolutnego minimum.
Nowy system osuszania już na samym początku wyraźnie potwierdził, że bez problemu radzi sobie z wysokimi temperaturami wejściowymi sprężonego powietrza. Nawet gorące dni latem niedługo po instalacji nie ograniczają wydajności osuszacza. Ale wydajność to nie wszystko, zadecydowała także rentowność.
Niezwykle inteligentne spojrzenie na sprawę. Ponieważ w przypadku osuszaczy ziębniczych to nie koszty inwestycji wpływają na rachunek rentowności, ale koszty eksploatacji. Biorąc pod uwagę 5-letni okres eksploatacji, zaledwie 20-30% łącznych kosztów przypada na inwestycję w zakup i instalację. Od 70 do 80% stanowią natomiast bieżące koszty eksploatacji.

Koszty eksploatacyjne obniżone o połowę
W przypadku osuszacza DRYPOINT RA firmy BEKO TECHNOLOGIES koszty te można obniżyć niemal o połowę. Rachunek zwrotu z inwestycji przeprowadzony w firmie Stölzle Lausitz wykazał, że nowy osuszacz ziębniczy zamortyzuje się w ciągu zaledwie sześciu miesięcy. Argument ten przekonuje przede wszystkim ekonomistów.
Osuszacz DRYPOINT RA łączy efektywność i skuteczność dzięki wyjątkowo wyrafinowanej konstrukcji. Istotnym elementem jest tu pionowa budowa wymiennika ciepła umożliwiająca przepływ kondensatu z góry na dół, odmgławiacz zapewniający bezpieczną separację skroplin oraz specjalna, duża komora zapobiegająca porwaniu kondensatu. Urządzenie jest bardzo opłacalne między innymi ze względu na uniknięcie niekorzystnych dla przepływu zmian kierunku sprężonego przepływu i niepotrzebnych oporów przepływu. Kolejne zalety to niezmiennie niski ciśnieniowy punkt rosy, niemal 99% separacja kropli, brak strat sprężonego powietrza, niewielkie wymagania konserwacyjne i niskie koszty eksploatacyjne.
Ponadto w osuszaczu ziębniczym DRYPOINT zintegrowana jest funkcja odprowadzania kondensatu. Model ten standardowo posiada spust kondensatu BEKOMAT. Układ sterowania systemu przejmuje obok kontroli działania osuszacza także nadzorowanie spustu – łącznie ze wskazaniem ewentualnych komunikatów o błędach.
Sprężone powietrze i promienie lasera
Poza tym, podczas wyciągania szkła w firmie Stölzle nie chodzi tylko o łunę ognia, ale także o inne światło. Mówiąc precyzyjnie, o światło laserowe. Połączona siła promieni lasera wykorzystywana jest do cięcia szkła z dokładnością do jednej dziesiątej milimetra. Również w tym obszarze – podobnie jak w wielu innych miejscach w zakładzie – zastosowanie znajduje technologia firmy BEKO TECHONOLOGIES. W tym wyjątkowym przypadku są to: osuszacz membranowy oraz filtry dokładne i superdokładne. Osuszają one i oczyszczają sprężone powietrze potrzebne do chłodzenia luster laserów.
Zanim zastosowano to skuteczne połączenie osuszacza i filtra, lustra laserów chłodzono za pomocą dostarczonego azotu. Była to niezwykle kosztowna metoda, pochłaniająca do 700 euro na tydzień. Wraz z wdrożeniem nowych rozwiązań technicznych ta pozycja kosztów uzdatniania sprężonego powietrza w firmie Stölzle Lausitz została całkowicie zlikwidowana.

![[Translate to Poland:]](/fileadmin/_processed_/1/4/csm_maschinenbau_colored_1920_Fotolia_128754112_L_fce3ca0413.jpg)
